
What Are Chemical Transfer Pumps?
Chemical transfer pumps are industrial pumps that can move corrosive, abrasive, hazardous, or fragile fluids from one place to another. They minimize fluid leakage and contamination during the transfer process. Chemical transfer pumps play a crucial role in almost every industry in the UAE, including oil refineries, pharmaceuticals, automobiles, mining, and construction.
The difference between regular pumps and chemical transfer pumps is their ability to handle aggressive fluids safely and efficiently. Chemical transfer pumps are specifically designed to handle even the most aggressive substances, such as strong acids, bases, sludges, and solvents.
Indulge Global is an authorized distributor of SANDPIPER chemical transfer pumps in UAE. We offer a range of high-performance AODD pumps suitable for fluid transfer across various industrial applications.
What to Look for in a Chemical Transfer Pump
Improper pumping of the fluids could cause leakage and some other hazards during the procedure. That is why selecting a proper type of pump would help us ensure process reliability. There are four main criteria for choosing the right chemical transfer pumps. These include:
- Chemical Compatibility: Wetted Materials (Seal, Diaphragm, Housing) refers to the materials inside the pump that come into contact with the fluid. They should be chemically compatible withstanding the chemical fluid without decomposing, corroding, or reacting in any way.
- Industries like oil & gas and petrochemicals deal with highly aggressive chemicals. A compatibility mismatch can cause pump failure, chemical leakage, and a safety hazard.
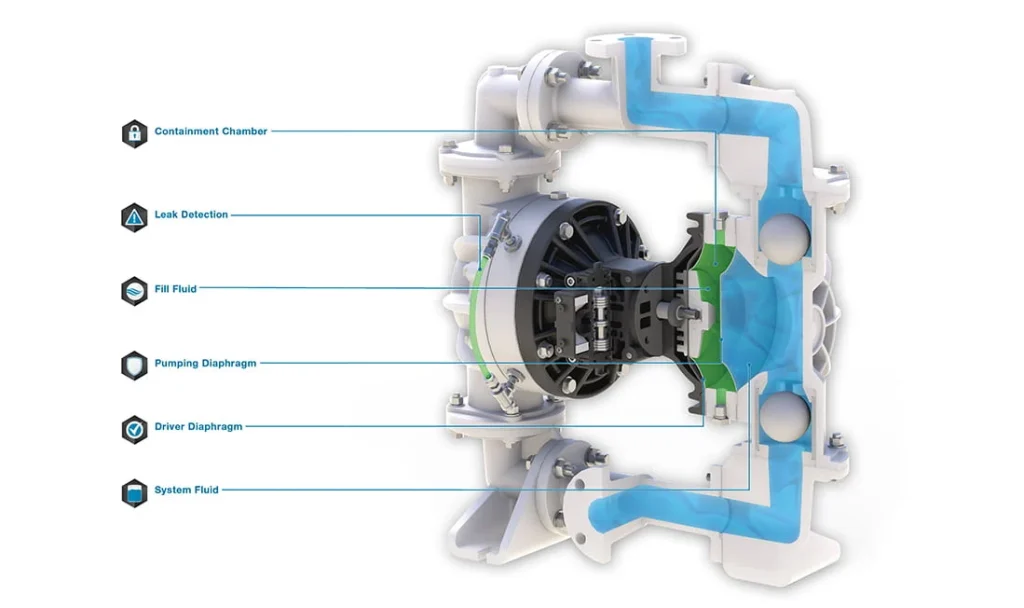
- Leak Containment: Zero-Leak technology is a vital feature when dealing with harmful or toxic chemical fluids. AODD pumps are sealless by design, eliminating the primary leak point found in centrifugal pumps.
- Flow Control: Precise, controllable flow rates are essential for accurate dosing, mixing, and process-critical transfer operations across industries.
- Durability: Pumps operating in harsh UAE industrial environments must be built to last — handling abrasive fluids, high temperatures, and continuous duty cycles without failure.
What Chemical Transfer Pumps Are Used For
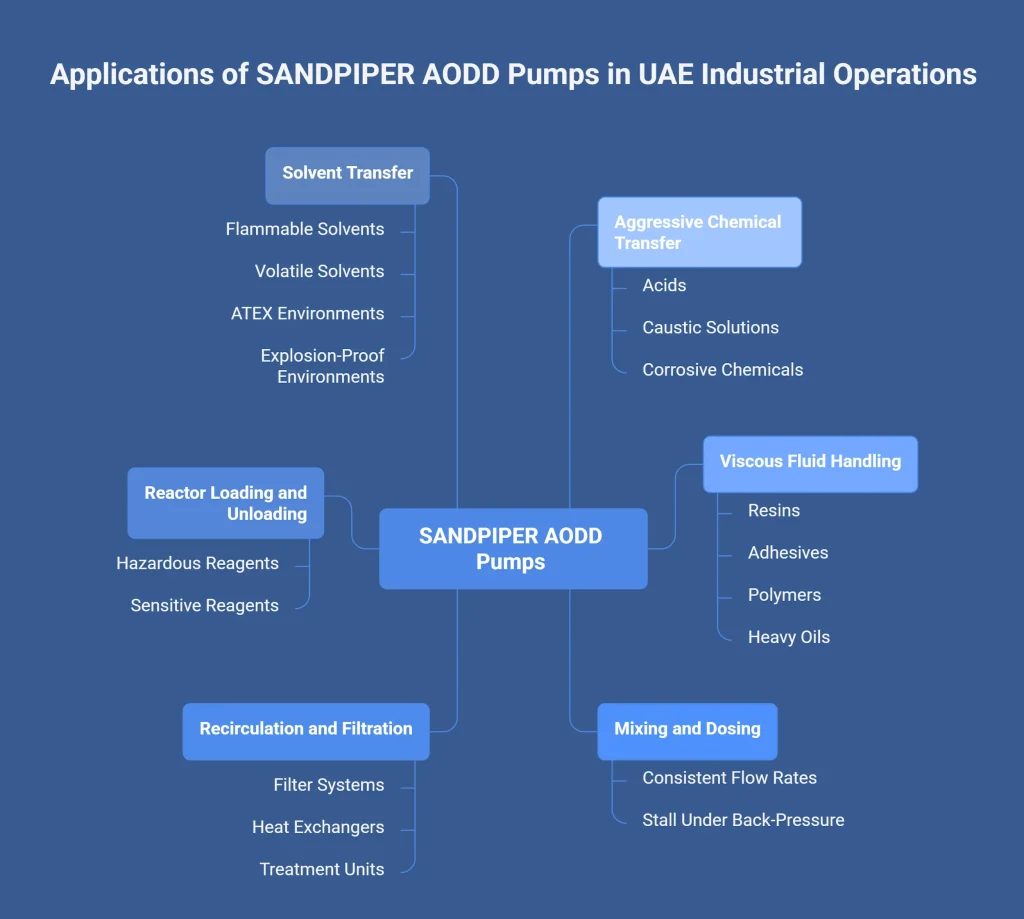
SANDPIPER AODD pumps effectively manage a wide range of fluid transfer processes in UAE industrial operations.
- Aggressive Chemical Transfer: Moving strong acids, caustic solutions, and corrosive chemicals safely from storage tanks to process vessels. The pump’s chemically resistant materials ensure fluid integrity and worker safety throughout the transfer.
- Viscous Fluid Handling: Transferring thick, high-viscosity fluids such as resins, adhesives, polymers, and heavy oils that conventional pumps struggle to move efficiently. AODD pumps handle viscosities that would stall other pump types.
- Mixing and Dosing: Accurate, controlled dosing of chemical additives into process streams. Consistent flow rates and the ability to stall under back-pressure make AODD pumps ideal for precise chemical dosing applications.
- Recirculation and Filtration: Recirculating process fluids through filter systems, heat exchangers, and treatment units without degrading sensitive fluid properties or introducing contamination.
- Reactor Loading and Unloading: Safe, controlled loading and unloading of chemical reactors with hazardous or sensitive reagents. Gentle pumping action prevents product shear and degradation.
- Solvent Transfer: Handling flammable and volatile solvents safely in ATEX and explosion-proof environments where electrically driven pumps cannot be used.
Our Chemical Transfer Pump Models
S1F Metallic Ball Valve AODD Pump
The legendary 1-inch class-leading AODD pump. A trusted workhorse for a wide variety of industrial chemical transfer applications. Built from metallic construction for maximum durability in demanding environments.
- 1-inch Port Size
- Ball Valve
- Standard Duty
- Metallic Body

S1F Non-Metallic Ball Valve AODD Pump
Containment-duty non-metallic design trusted by manufacturers handling hazardous materials across multiple industries for over 55 years. This product protects metallic components from aggressive chemicals that could attack them.
- 1-inch Port Size
- Ball Valve
- Non-Metallic
- Containment Duty
HDB2 Heavy Duty Ball Valve AODD Pump
The exclusive 2″ HDB2 Evolution Heavy-Duty Ball Pump is a mainstay in challenging applications, engineered to move thin to highly viscous fluids in the most demanding customer environments.
- 2-inch Port Size
- Ball Valve
- Heavy Duty
- High Viscosity
HD20F Heavy Duty Flap Valve AODD Pump
Designed specifically for mine dewatering, sump applications, and high-demand fluid handling. The flap valve design handles solids-laden and high-particulate chemical fluids with ease.
- 2-inch Port Size
- Flap Valve
- Non-Metallic
- Solids Handling
Industries We Serve Across the UAE
We supply SANDPIPER chemical transfer pumps, trusted across a wide range of sectors in Abu Dhabi, Dubai, Sharjah, and beyond:
Oil & Gas
- Transfer of crude oil, drilling fluids, chemical additives, and produced water in upstream and downstream operations.
Petrochemicals
- Safe handling of solvents, acids, reactive reagents, and corrosive process fluids in chemical manufacturing.
Automotive
- Transfer of paints, coatings, lubricants, coolants, and chemical cleaning agents in vehicle manufacturing and servicing.
Pharmaceuticals
- Hygienic, contamination-free transfer of active ingredients, solvents, and liquid medicines in cleanroom environments.
Water Treatment
- Dosing and transferring treatment chemicals, including chlorine, coagulants, and pH-adjustment solutions.
Paint & Coatings
- Moving high-viscosity paints, resins, adhesives, and surface treatment chemicals with gentle, shear-sensitive pumping.
Mining & Construction
- Dewatering, slurry transfer, and handling of mining chemicals in demanding outdoor and underground environments.
Frequently Asked Questions
1.What is the difference between a chemical transfer pump and a regular pump?
- The difference between a chemical transfer pump and a regular pump is that chemical pumps are specifically designed to handle the most aggressive substances like acids, bases, sludges, and solvents. Regular pumps are mainly used for transferring water, oils, and other non-corrosive or less hazardous fluids. The chemical transfer pumps have the ability to handle aggressive fluids safely and efficiently. They use chemically resistant materials for the wetted parts, feature sealless or contained designs to prevent leaks, and are rated for the specific chemical compatibility required by the application.
2. What fluids can SANDPIPER AODD pumps handle?
- SANDPIPER AODD pumps can handle a wide range of fluids depending on the wetted material configuration. It includes strong acids (hydrochloric, sulfuric, nitric), caustic solutions, organic solvents, paints and resins, slurries with solids content, petroleum-based fluids, food-grade liquids, pharmaceutical ingredients, and many other industrial chemicals. Our team can help you to confirm compatibility for your specific fluid.
3. Do you supply chemical transfer pumps across all UAE Emirates?
- Yes. We supply SANDPIPER chemical transfer pumps across all Emirates. We hold stock in our Musaffah, Abu Dhabi warehouse for fast local delivery, and our technical team provides support and site visits across the UAE
4. What does AODD mean, and why is it preferred for chemical applications?
- AODD pumps refer to Air Operated Double Diaphragm pumps. Such pumps make use of compressed air as their motive power, which acts to operate two flexible diaphragms alternatively to transport the fluid. They are preferred for chemical applications because they have no mechanical seals (eliminating the primary leak path), they are safe for use with flammable and volatile chemicals (no electrical ignition source), they can run dry without damage, they are self-priming, and they can be stalled against a closed valve without harm.
5. How do I select the right chemical transfer pump for my application?
- There are various things that one has to consider while choosing the right pump. Some of these include fluid characteristics (chemical nature, pH level, abrasiveness), fluid flow rate and pressure requirements, temperature range, environment being explosive (ATEX-rated), and available air supply. Contact our technical team, and we will help you specify the correct SANDPIPER model, wetted materials, and diaphragm material for your exact application.
6. Do you offer spare parts and after-sales service in UAE?
- Yes. We stock spare parts inventory for SANDPIPER pumps in our Abu Dhabi warehouse, including diaphragms, ball valves, air valve kits, and service kits for all models we supply. We also offer technical support, on-site assistance, and guidance on preventive maintenance schedules to maximize pump lifespan.
